
The birth of DWI technology
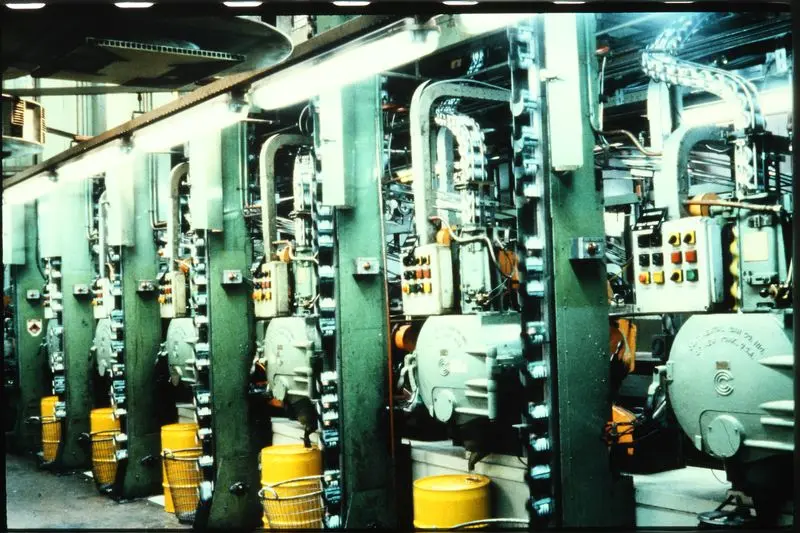
Plant in Oss, LSM's DWI line in 1980
Evert van de Weg explores the inception and developments of the draw and wall ironing process used in the production of two-piece beverage cans. All images courtesy of Jan Veldhoen.
In the 1970s I was working for Dutch can maker Thomassen & Drijver – Verblifa in its head office in Deventer. I was the first salesman for twist-off closures in the Netherlands. It was a challenging but rewarding job to introduce this new closure system in the market. However, through my contacts with salesmen for other metal packages, I heard the effort our company, together with other major European can makers, was putting in to a new concept to make two piece cans for beverages with a new production technology, namely draw and wall ironing.
I heard indirectly from members of the project team about the progress on the dedicated plant for the new DWI line in Oss, in the south of the Netherlands. We knew there was close cooperation with the other licensees of the Continental Can Company family. Obviously the big difference with the US was that in Europe, steel was the raw material of choice. Not many people in Europe knew that in the United States, the DWI production technology had already been in use for some years, utilising aluminium successfully as the raw material. How did the development start at all?
Efficient and consumer-friendly packaging
In the 1930s, can makers in the US had already started to explore the possibilities of using cans to pack carbonated beverages. Beer and soft drink companies were eager to replace glass bottles with something lighter and unbreakable.
In 1935, the Kruger Brewing Company in Richmond, Virginia, introduced the first beer can. In the same year, the Felifoel Brewery at Felifoel in Wales, UK, was the first brewery outside the US to commercially can beer. The brewery used cone-shaped topped steel cans. The coatings used were not always good enough however, so this spurred the development of higher performing synthetic coatings. In 1948, Pepsi Cola launched the first major carbonated soft drink in cone top cans, supplied by Continental Can Company. This incentivised many other US and European brands to follow. Apart from the cone top can, which was closed with a crown cork, so called flat top cans were also used for beverages. They looked like three-piece food cans and could be opened with the help of a so-called church key. All cans by this time were packaged in steel, which had been the raw material of choice for 150 years.
Transport system for DWI cans in Oss plant, 1975
It was in 1958 in Hawaii that the first 11oz aluminium beverage cans were produced at the Primul brewery. In 1958 the brewery Coors followed with the production of a 12oz aluminium can. Coors made an important contribution to the development of aluminium beverage cans, driven by the passion of co-owner, Bill Coors, to fill the beer in environmentally friendly containers.
Bill Coors, visionary pioneer
In a video from 2012, Bill Coors explains how he developed – with a little bit of help from Kaiser Aluminium and Reynolds Metal – the principle of draw and wall ironing to make thin-wall cans from an aluminium blank. The ‘greens’ in the US were at that time promoting the slogan ‘ban the can,’ which triggered Bill to think that if he could invent a can of which the recycled value was high enough to make recycling pay, then the criticism would die down. He knew that 95 per cent of the energy required to produce aluminium was the intrinsic value left in waste aluminium; this meant that the producer of an aluminium can could afford to pay one cent a can for the returned can. The Adolph Coors brewery funded trials and Bill proved that aluminium DWI cans could be produced and recycled with an economic value greater than the recycling costs. It led to the slogan ‘cash for cans,’ which was used for many years in the US. Many of us saw how people were collecting empty cans in major cities in the US and even making a modest living out of it. There are still around 10,000 low-income people in New York only collecting cans today, called canners.
Can maker Reynolds Metal Company was the first commercial producer of aluminium two-piece beverage cans in 1963, after the ground-breaking work of Bill Coors. In 1967 Pepsi-Cola adopted the new can, followed later by Coca-Cola. The rest is history.
Gerrit Brilman’s European DWI steel cans
Three major European can makers at the time, MetalBox (now CMbE) in the UK, Schmalbach-Lubeca in Western Germany and Thomassen & Drijver – Verblifa in the Netherlands, all licensees of the Continental Can Company in the US, saw what was happening in the US regarding the development of DWI beverage cans. They joined forces with some steel mills to produce DWI two-piece cans. One of the experts at the time, working on the application of the DWI technology on steel, was the Dutchman Ir Gerrit Brilman, then senior engineer at the Technical Centre of Thomassen & Drijver-Verblifa in Deventer.
Gerrit Brilman, still active in various roles in the city of Deventer, was willing to comment on his role in this development that turned out to be crucial for the growth of the modern beverage can market.
When asked how he became involved in the development of the steel two-piece DWI beverage can at Thomassen & Drijver-Verblifa, Brilman responds, “In December 1970 I had my first study trip to the US, together with some other members of the special task force for this development, which we called the SLIM-project. I had to take a deep dive into memory and reports from 1967 to understand why can makers in Europe chose to use steel as the raw material for the draw and wall ironing technology instead of aluminium. At that time, the aluminium price in Europe was considerably higher than in the US.”
The European can makers were keen to organise the information exchange among themselves and with their licensor, Continental Can Company. Gerrit Brilman comments, “We at Thomassen & Drijver-Verblifa worked very closely together with Schmalbach-Lubeca during this project, as we already had strong ties with each other. There was a good information exchange with all Continental Can associates, but we had a more intense technical exchange with MetalBox as they were already working on a test line in their plant in Acton, London. I visited that plant a few times.”
For decades there had already been a successful structure for knowhow transfer between Continental Can and the licensees in Europe.
“As far as I remember, the transfer with our project group of three engineers (myself, group manager Gerard Nijkamp and engineer Koos IJspeert), was practically the same as for other projects, for instance the composite cans for oil project that I had previously visited Continental Can for.”
Brilman says that, aside from usual technical issues, he remembers one particular problem during the project. “The first problem into which we ran was how to explain the concept of a two-piece can making line. To impart knowledge to people within our company of this new concept, we even built a complete two-piece can line and a soldering line for three-piece cans out of Lego bricks. In that way we were able to demonstrate the main difference.”
Brilman mentions other partners that contributed their know-how to the project. “Professor Dr Panknin of the Technical University of Berlin studied the parameters for the ironing process. Of course, we worked closely together with our steel suppliers Hoogovens in the Netherlands and Rasselstein in Germany. I am sure MetalBox cooperated closely with British Steel for their project in Acton.’’
Additionally, several partners, mainly from the US, contributed to the machinery for the DWI line. “I remember we had many contacts with the companies Ragdale, Standun, Van Vlaanderen, Rutherford, DRT, Stolle, Cincinnaty Washers and others. The Dutch company VMI, now an important worldwide supplier of can washing installations in DWI lines, was not involved at all in the beginning of the development, but its director at the time saw the growth potential in this technology and after discussions with our project team, the company decided to start building washers. It has now become probably the world’s biggest supplier of washers for DWI lines.”

Gerrit Brilman shows cans to CEO Bruce Smart of Continental Can in DWI plant in Oss, 1970s
After the DWI line was ready, can production testing was crucial. Brilman elaborates, “Testpacking of the two-piece cans produced on the test line in our Oss plant, for instance the shelf life and iron pick-up, took place in our own Carl Conway Technical Centre. Normal quality checks of the cans were done in the plant. Transport tests were contracted out to TNO, the Netherlands organisation for applied scientific research, together with our launching customer Heineken. MetalBox had a large R&D Centre in Wantage, UK, and it conducted comparable tests there. We visited their line, and they visited our line in the Oss plant.”
Major can maker Crown was also constructing its first DWI line for steel in Baltimore at more or less the same time.
The DWI programme in Europe was closely tuned with some launching customers, as Brilman expands, “Heineken was considered as our launching customer and consequently they were involved in our SLIM-project. But due to delays in the test packing at Heineken, brewing company Bavaria came earlier on the market with the new SLIM can than Heineken. For the rest, transport tests with filled SLIM cans showed remarkably positive results. The new SLIM can performed much better than the soldered three-piece cans. The smooth SLIM can did not show the damage the three-piece cans received during transport, and the printing on the can remained in much better condition.”
Naturally there were differences in the structure of the DWI production lines geographically, Brilman notes. “An important difference between our lines in the Netherlands and Germany, and production lines in other European countries, was the method of transport. We opted for mass transport to avoid damage to the thin DWI can body, whereas other producers chose cable-lift transport. Our choice was clearly the most successful, because from 1980 all DWI lines in the world were using mass transport.”
Later on, Brilman became head of the complete production unit for two-piece DWI cans in the plant in Oss, and he held that responsibility for several years.
In the following decades, aluminium quickly became the most important raw material for DWI two-piece beverage cans. For some time, the division steel vs aluminium remained 50 per cent – 50 per cent, but in the last decade the division became approximately 90 per cent aluminium and 10 per cent steel.
The two-piece DWI beverage can has proved revolutionary as a packaging option, which, according to the trends, will only continue growing in popularity.




