
Double seam interchangeability

In the first of a series of articles from Rexam, Paul McNaughton, Quality & CTS Director for Rexam across Europe & AMEA, looks at the importance of interchangeability.
Creating a good quality seam is essential to ensuring beverages are delivered to the consumer in the best possible condition. Poor seams could result in leakage, off taste or metal pick up irrespective of the manufacturer of the can or end. What beverage fillers want is to get a product that maintains the efficiency of their lines from competitive suppliers and to be able to change suppliers if they wish.
In order to achieve this, the challenge for can makers and our customers is to ensure interchangeability between our products. This gives the filler flexibility to use cans and ends from all manufacturers without having to carry out major changes to their process.
Assembling a can and end at high speed requires precision, well maintained equipment and consistent product conforming to industry specifications. The can and end specifications have been in place for many years, and all manufacturers conform to these. As an industry, we continue to review these specifications in line with market requirements. However, the current values are fit for purpose and by contro lling these parameters during manufacturing, the products delivered will allow good seams to be formed.
lling these parameters during manufacturing, the products delivered will allow good seams to be formed.
So what can affect the double seam and influence whether there is complete interchangeability between products from different suppliers?
Significant variation in can height, which is the measurement from the base of the can to the top of the flange, will require adjustment in the seamer. Having an industry agreed height for different can sizes and a range of ± 0.3mm will ensure that cans from different suppliers will seam without issues. Similarly, significant variation of flange width, the measurement from the inside of the neck to the outside of the flange, will affect the seams. So, for similar cans, the flange width parameters are the same so that the seams would be unaffected when changing from one can supplier to another.
For can ends there are also parameters that, if not controlled correctly during manufacturing, will make changing from one supplier to another more difficult. For example, variation of the outside curl diameter or the curl height may change the way the seam is formed in the first operation, which curls the end under the flange of the can, resulting in differences in the finished seam measurements. As the majority of the seam is formed in the first operation, it is really important that the variation between suppliers is kept to a minimum so that changes will not be required to seaming equipment when switching. Other parameters – such as countersink depth and the height of the panel – can also affect the interchangeability, which can be compounded by worn tooling or poor set up in the seamer.
Good maintenance and target setting of the seamer combined with regular measurement of both the first and second operation seam parameters is also essential in order to maintain good quality seams. Comprehensive guidance can be found in the Beverage Can Makers Europe (BCME) Seaming Booklet, which explains double seam formation and the terminology used, what checks are necessary, detailed fault finding guides and what equipment is necessary 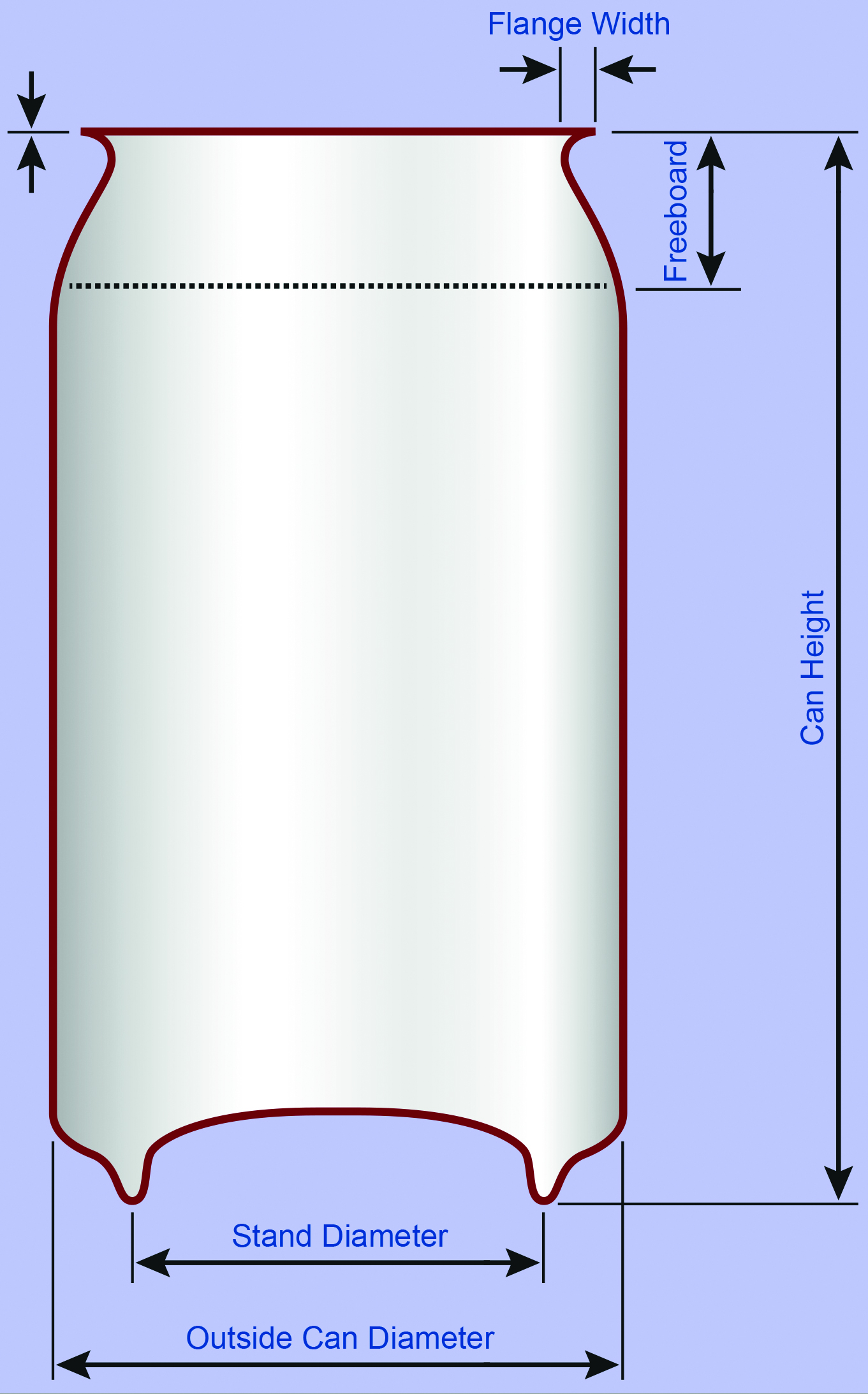 in order to set up the seamer. A well set up seamer will help to ensure the trouble-free running of cans and ends from different manufacturers.
in order to set up the seamer. A well set up seamer will help to ensure the trouble-free running of cans and ends from different manufacturers.
Further work is being carried out on the next generation of beverage ends to ensure that sound advice and recommendations can be given to customers regarding seamer set up and tooling to give full interchangeability between suppliers. Specifications have been set across the industry for the different ends that have been introduced and we are working with the equipment suppliers to determine the optimum tooling set required to ensure the customers’ needs are met. Our goal should be to ensure we don’t create any problems with compatibility of similar products.
All this being said, there can still be times when it is necessary for a beverage filler to make adjustments to a seamer when switching from one supplier to another. Beverage can makers continue to investigate the root causes for this in conjunction with equipment suppliers with the aim of eliminating all instances of poor compatibility between products from different manufacturers.
Enabling interchangeability between the products from different can suppliers is achieved by close control of parameters during manufacturing and good seamer set up. By achieving this, we will allow flexibility at the filling line and ensure an effective supply chain.
– The next article in the series will appear in our November issue.
Topics
beverage can beverages can makers cans ends Features filling seaming tooling
Organisationsbcme beverage can makers europe rexam
Regions

