Sponsored: Reduce downtime for changeovers by up to 98% with Hyperion’s Grade DZ18

Credit: Hyperion
Introduction:
Hyperion Materials & Technologies, a leading provider of advanced materials and tooling solutions for the global can making industry, combines its unparalleled expertise in materials science, can making applications, and tool engineering to deliver innovative solutions for the unique challenges facing can manufacturers. Hyperion developed the low-density, application specific carbide grade DZ18 to enable manufacturers to reduce downtimes for bodymaker swing times by up to 98 per cent, enhancing productivity and efficiency.
The Challenge of Differentiation
Aluminum is quickly becoming the preferred packaging choice for the food and beverage industry, with companies striving to find more sustainable and environmentally friendly alternatives for their packaging needs. As the applications for aluminum cans expand and brands work to differentiate themselves, an increasing number of can sizes are being introduced to the modern can market. As a result, the can manufacturing industry is challenged to produce a growing number of beverage container sizes while managing the increasing demand and production efficiency standards.
Can manufacturers have responded to the rising demand by implementing flexible production lines allowing for can size changes, also known as “swing lines.” Each time a can line “swings” from one can size to another, manufacturing stops while the machine setups are modified. To maximize efficiency, the goal of every can manufacturer is to minimize this idle time required for the changeover and begin producing the new size of can as quickly as possible.
Challenges are Opportunities
The can tooling experts at Hyperion Materials & Technologies took the challenge as an opportunity to provide an innovative concept to customers. They understood that a critical step of the can bodymaker section’s swing process involves changing the carbide ram to a size adapted to the new can punch while maintaining the proper static and dynamic alignment. This changeout and realignment process typically requires between 4 and 12 hours per bodymaker machine and negatively affects the production line’s overall efficiency.
Can punches vary in size and weight depending on the final can size being produced. The larger the can volume, the larger the ram punch needs to be. Historically, carbides used for can punches have had similar densities, resulting in larger punches weighing more than smaller punches.
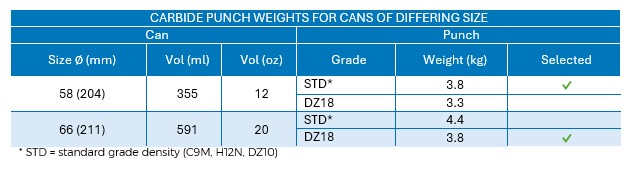
Hyperion-DZ18 Can Reduce Downtime for Changeovers up to 98-perc ent-Table1
A Solution for Productivity
Hyperion proposed a solution to minimize the negative impact on productivity created by the need to change ram sizes: produce punches for larger cans with an application specific reduced density carbide grade rather than with standard grades. Utilizing this concept, the same ram from a small sized can is also used for a larger sized can by using a lower density carbide grade for the larger can punches, significantly reducing the time for realignment. The R&D team at Hyperion developed carbide grade DZ18 for can punch sleeves to specifically fulfill this need.
Producing a punch for a larger volume can would require more carbide than that for a smaller can punch. However, using Hyperion’s low-density carbide grade DZ18 for the larger can punch enables can manufacturers to maintain the same weight as the smaller volume punch with standard grade.
This innovative solution has allowed Hyperion’s customers to reduce the time required for bodymaker swings by up to 98 per cent, taking the time from 12 hours to as little as 15 minutes – assuming the punch and other bodymaker tools’ designs are optimized.
The typical can manufacturing plant has two lines operating six bodymakers per line at 320 cans per minute with 80 per cent efficiency and is swinging a line for 6 hours every 3 weeks. The additional production provided by using a lightweight can punch made of Hyperion’s grade DZ18 represents a production increase of up to 17 million cans annually.
Conclusion
The innovative concept of reducing carbide punch density while maintaining all other critical properties utilizing Hyperion’s application specific carbide grade DZ18 provides a significant opportunity for increased productivity for can manufacturing swing lines. The development of DZ18 is a testament to Hyperion’s commitment to understanding its customers’ challenges and leveraging its unrivaled combination of materials science expertise, deep knowledge of can making applications, and tool engineering experience to support the modern can industry.
