Modernising a classic process
Ian Scholey examines the investments in the die necking product sector.
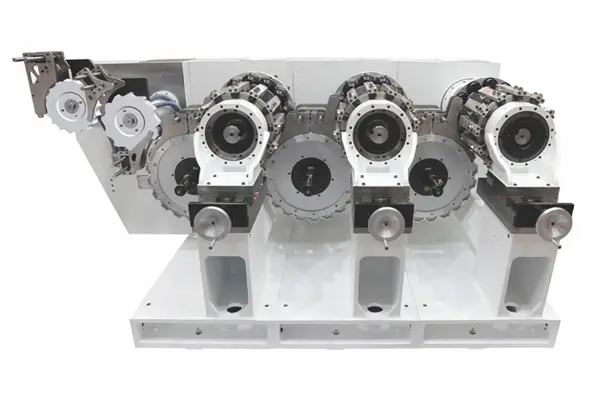
Irwin, Belgian Tool and Die, Belvac, American National Can, CMbE, and SLAC are all names that have been associated with traditional die necking equipment. And now, Stolle Machinery is entering the marketplace with a new die necker that advances that technology once again.
Die necking was originally developed to prepare the can for flanging prior to accepting the closure or end. And in the beginning, the necker was a dedicated, separate machine. The process was designed for both steel and aluminium cans, but since the materials have different forming characteristics, there were subtle differences in the machinery itself.
It’s well documented that in the early 1980s, MetalBox Engineering developed the 160 and 240 spin neck and flangers to reduce the size of the aperture and create the flange in the same machine. This process took a die necked can, spun the neck to a smaller diameter and created the flange at – by the standards of the day – extremely high speeds. However, its capabilities were limited and a new generation of die neckers were born that not only made the MB Spin Neckers redundant, it allowed can makers to take their neck diameters all the way down from 211 – or greater – to 202.
The actual metal forming process itself – the basic ‘What does it do?’ and ‘How does it do it?’ – has changed over time. In its simplest terms, the open end of the can is lubricated on the outside, then pressurised with air and pushed into a series of dies, called stages, one after the other. Each stage does the same amount of work. The number of stages is dependent upon the starting diameter of the can, the finished diameter of the end, the shape of the neck and the thickness of the material being formed. As can thicknesses reduce, more necking stages are required.
But as can lines and machine speeds have increased, so has both the necking equipment’s complexity and design. If you look at the mechanism that drives the die neckers of today, it may look similar to that of decades ago, but the background technology is significantly advanced. For example, the cams that are used for pusher and knockout have very sophisticated profiles and are manufactured from the latest alloys in order to optimise the metal forming process, while maintaining a robust solution for machine longevity.
The next generation of neckers also began to integrate additional features such as an integral waxer and flanger, creating a reduction in can handling, including conveying, and line control. The reduced set-up time of this equipment and the need for less skilled operators led to the huge success of die necking. It’s only in the last 15 years that die neckers have become more than just a means of necking and have become a multi-tool for the can maker. The newest generation of neckers are also flangers, internal base reformers and sophisticated quality control devices via the introduction and integration of light testing and vision inspection to the system. They cover not only the neck forming but also many other aspects of the can line.
Die neckers are greedy machines in the fact that they consume significant amounts of vacuum and air, both of which are expensive to produce and as more stages are added this consumption increases. This is one of the issues that the latest generation of die neckers, such as the new offering from Stolle Machinery, seeks to address. Their advanced designs incorporate both the latest technology as well as several new features that have been developed to help move neckers to their next generation.
This versatile piece of equipment is destined to continue its prominence in the can making line and shows great promise to advanced can makers the world over.
